冲压拉延工艺需注意的几个问题
|
一丶拉延模的型面设计 拉延模的型面设计包括:冲压方向的选择、工艺补充、压料面的生成、拉延筋的布置、工艺孔和工艺切口的布置、凸凹模圆角半径的确定、定位形式的确定。下面我们就对这几个方面逐一展开说明
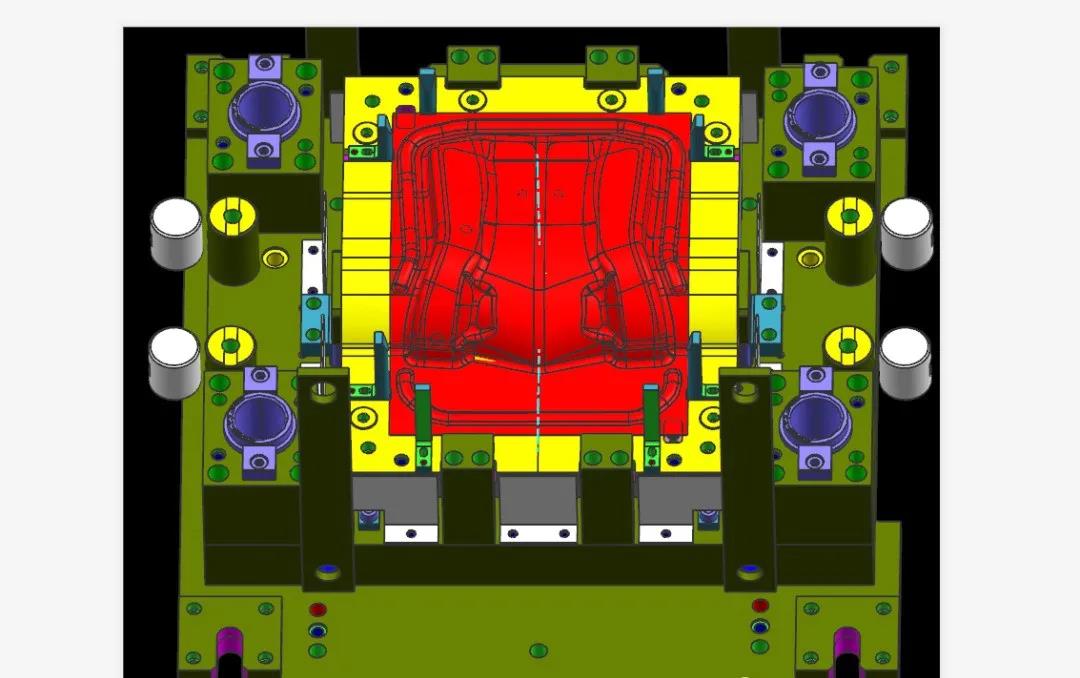
1.冲压模具的确定 所谓冲压方向是指坯料在模具拉延过程中所受机床压力的方向。选择正确的冲压方向是确定拉伸方案首先遇到的问题,它不仅决定能否拉伸出满意的工序件,而且影响到工艺补充部分的多少及拉伸后各工序的方案。对于拉延模具而言,冲压方向的选择应满足以下原则: (1) 保证凸模能够顺利进入凹模,不应出现凸模接触不到的部位。 (2)拉延开始时,凸模和坯料的接触面积要尽量大,接触部位,应处于冲压模具的中心。 (3) 压料面各部位受力要均匀。 (4) 尽可能地减小拉延深度,且要使各部位的深度均匀,防止深度过深导致开裂。 通常我们可以三维数模的重心位置设为原点,在Y轴和X-Z面上建立坐标系统,并以Y轴上的坐标方向为中心,旋转X-2面上的坐标系统直到所有的曲面都和此方向不产生负角为止,则这个方向就是拉延方向。 下面我们以左右前轮罩为例,看一下其拉延工序冲压方向的确定。如图1、2所示,以Y轴上的坐标方向为中心,旋转X-Z面上的坐标系统5o时,能保证凸模能够顺利进入凹模,不会出现凸模接触不到的部位,并且所有的曲面都和此方向不产生负角,可以确定此方向就是拉延的冲压方向。
2.合理增加工艺补充 汽车冲压件种类繁多,一些大型覆盖件形状复杂不规则,结构不对称,很难满足拉延成形工艺的要求,合理增加工艺补充有利于改善拉延件的工艺性,提高拉延件的质量。工艺补充是拉延件不可缺少的部分,拉延以后要将工艺补充修掉,所以工艺补充也是工艺上必要的材料消耗。工艺补充面的形状多半是复杂的空间曲面,不仅需要确定型面补充走向、型面补充范围等,还需要描述其空间几何形状,是一个涉及边界条件以确保成形顺利实现的创造性过程。目前这一问题的解决主要依靠个人经验,通过对零件几何的定性分析来确定,借助于曲面造型功能软件来完成。设计拉伸件工艺补充时还应遵循以下的设计原则: (1) 使拉伸深度尽量浅; (2) 尽量有利于刃口垂直修边; (3) 工艺补充部分应尽量少,提高材料利用率。 3.压面料的设计 m压料面是指凹模圆角半径以外的那一部分。在确定压料面形状时要尽量降低拉延深度,使型面平缓。由于凸模对拉延坯料要有一定的拉伸作用,所以必须保证压料面展开长度比凸模展开长度短,材料才能产生拉伸,如果压料面展开长度比凸模长,拉伸时可能会形成波纹或起皱。压料有两种形式,一种是压料面就是制件本身的凸缘面,这种压料面的形状是确定的,此时,当压科面是制件本身的凸缘部分,凹模圆角R要根据具体情况确定,因为制件圆角半径一般都比较小,直接作为凹模圆角半径不利于拉伸必须加大才不会导致拉延时起皱或破裂。加大后的圆角可通过后序的整形干序来达到产品的要求另一种压料面是由工艺补充部分组成的1对于这种压料面,压边圈将拉延坯料压紧在凹模上,压料面不应产生褶皱和裂痕,从而保证凸模对拉延毛坯的拉延,否则在拉延的过程中会形成波纹和褶皱,甚至产生开裂。由此可见,压料面形状一般由平面、圆柱面、圆锥面等可展曲面组成。其中,平面压料面不但有利于坯料成型,而且加工也容易,应尽量采用。 4.拉延筋的设置 冲压件在拉延的过程中出现的问题主要是起皱开裂:为了解决这个问题必须设置拉延筋以增加进料阻力,调节材料的流动速度和进料的多少。拉延筋的数量及位置主要根据冲压件的外形及拉延深度而定,拉延深度大的制件在直线部分-般要布置拉延筋,而在圆弧部位不设拉延筋;同- -零件各部位拉延深度相差较大时,在深的部位不设拉延筋,浅的部位需设拉延筋;在进料阻力小的部位设置拉延筋;在需要进料少的部位设置拉延筋;在容易起皱的部位设置拉延筋。拉延筋的方向一定要与拉伸坯料的材料流动方向相垂直。
5.工艺孔和工艺切口的布置 板料拉伸超过极限,会发生断裂,因此设置工艺孔或工艺切口使板料易于流动。工艺孔和工艺切口主要是针对一些局部变形剧烈或存在反拉延的工件而采取的工艺手段,它必须分布在工艺补充上,在后序的修边冲孔工序中能将它们修掉。工艺孔和工艺切口常设在拉应力最大的拐角处,且与局部凸起边缘形状相适应,以便材料合理流动。工艺.孔和工艺切口一般有两种生成方法:一是在落料时冲出,它一般用于局部成形深度较浅的场合;另一种是在拉延的过程中切出,这是最常用的方法,在拉延的过程中开始使材料充分变形,然后切出工艺切口,利用材料的切向延伸使成形更深一些。外板件切口后的切屑会在工序件表面形.成斑点,所以工艺孔和工艺切口应尽量在落料模中切出,避免在拉伸模中切出。 6.凸、凹模圆角半径的确定 凸、凹模圓角半径的大小对于能否获得理想的拉延制件起着很大的作用。大型覆盖件拉延过程中常见的缺陷就是拉裂和起皱。当凸模圆角半径过小时,拉延坯料的直壁部分与底部的过渡区的弯曲变形加大,使危险断面的强度受到削弱:而当凹模圆角半径较小时,坯料侧壁传力区的拉应力相应增大,这两种情况都会使拉延系数增大,板料的变形阻力增加,从而引起总的拉延力的增加和模具寿命的降低。若凸模和凹模的圆角半径过大,板料的变形阻力小,金属的流动性好,但也会减小压边的有效面积,使制件容易起皱。因此确定凸、凹模半径时必须与制件的变形特点、拉延筋及凸、凹模具圆角半径的大小等因素综合考虑。 7.定位形式的确定 在制定冲压件的拉延工艺时,必须考虑到后面的工序.要有好的定位方式,以确保制件的表面不产生损伤,尺寸精度不受影响等。常见的定位形式主要有三种方式: (1) 面定位,它主要是利用工件的内外表面形状来实现定位,外覆盖件大多采用这种定位方式。 (2) 孔定位,它一般是利用制件.上的孔或者工艺孔来实现定位,它要求孔的间距要尽可能地远,内部结构件大多采用这种定位方式。 (3) 孔面结合定位,就是利用制件的表面形状和工艺孔相结合的定位形式,很多制件由于形状复杂采用此种定位方式
总结: 拉延模型面设计的优劣直接影响到产品是否能够顺利成型、成型质量的优劣,及产品调试周期的长短等等。现在,随着计算机技术的发展,Catia、 UG、AUTOform 等软件已经在模具设计中得到广泛的应用。这些软件的应用,使得设计人员可以结合自己的经验直接在计算机上设计出产品的型面,并使用AUTOform对设计出的型面进行拉伸过程的模拟,结合模拟的情形,反过来优化产品的型面设计,得到最优的产品型面。本文通过对拉延工艺设计中需要注意的问题进行了详细的分析,对拉延模模具的设计具有很好的指导作用。 |