浅谈激光拼焊在汽车制造工艺中的应用
|
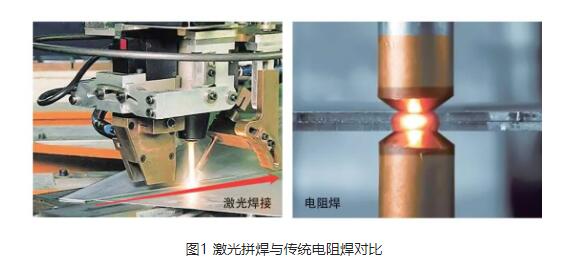
激光拼焊是采用激光能源,将若干不同材质、不同厚度、不同涂层的钢材、不锈钢材、铝合金材等进行自动拼合和焊接而形成一块整体板材、型材、夹芯板等,以满足零部件对材料性能的不同要求,用最轻的重量、最优结构和最佳性能实现装备轻量化。汽车行业坯料的生产设计初期基本都是通过落料或是摆剪来实现坯料降本的。随着激光拼焊的技术成熟及推广,激光拼焊也逐步成为汽车行业降低坯料制造成本,提高生产效率,优化模具生产工艺的一项重要技术。 激光拼焊与传统电阻焊对比的优点 激光拼焊技术在汽车生产制造中的主要优点是,在激光焊接中,材料是对接而不是搭接,详见图1。
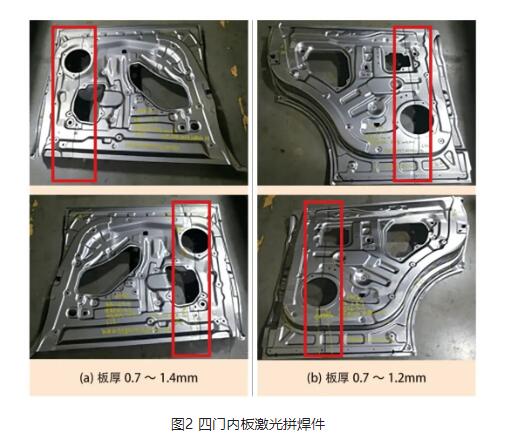
激光焊接相对于传统的电阻搭接焊,其焊缝优点有: (1)焊缝区域体积小,例如,焊缝宽度不超过0.5~1mm。 (2)不增加焊缝高度。 (3)对冲压成形性能影响较小。 (4)在焊缝上附加镀锌后,可保持其阴极保护功能。 (5)焊接过程中,热影响区小。 (6)焊缝强度高(激光拼焊焊接完成后,焊缝区域的强度指标非常重要,需对焊缝区域进行抽样,我们通过破坏性抗拉强度测试即“杯突”测试,来检验焊缝区的拉伸成形性能。一般来说抗拉强度σ(焊缝)>σ(母材)) 。 激光拼焊板工艺与传统电阻焊搭接工艺的产品相比有诸多优势:整车制造体现在降低制造及物流成本、减重、缩小装配公差、降油耗和废品率等,减少零件数量,简化了装配工艺,同时提升车辆的抗碰撞能力,冲压成形性好。此外,还可减少密封胶的使用,利于环保。 激光拼焊在汽车常用零部件制造上的应用 举例说明,目前激光拼焊的生产零部件应用最广的是四门内板(激光焊缝用红色线框标出),具体如图2所示。 图2(a)为某车型左右前门内板,厚度不等且板料牌号不同,B170P1/DC06激光拼焊板,最厚板料为1.4mm,最薄板料为0.7mm。 图2(b)为某车型左右前门内板,厚度不等且板料牌号不同,B170P1/DC06激光拼焊板,最厚板料为1.2mm,最薄板料为0.7mm。
激光拼焊板的应用,提高了整车四门匹配的精度,节约整车匹配调整时间、降低人工成本,并且减少了四门总成件的重量,减少焊接线压合前需做的密封工作,提高焊接生产效率及总成交付质量,有利于保护环境。此外,通过将不同厚板拼焊提高了门铰链的刚性,同时增加了整体门总成强度。使某车型的匹配公差精度提高,整车外观美观提高很多,让人有更好的视觉感受,也提高了市场竞争优势。给车企带来降本、增效、工艺优化等利益,也对环境保护做出了一定的贡献。 激光拼焊的工艺现状 目前激光拼焊在车企的工艺应用主要体现在汽车结构件生产中,需要从需求不同强度,不同性能,用于不同位置降低制造成本、减轻车身重量、提高生产效率、保护环境等多方面着手。目前激光焊接正在逐步替代传统的焊接工艺。激光拼焊给车企制造带来了新的产品解决方案并给质量提高及成本降低创造了新的机会。但是其工艺需要与产品设计、冲压工艺和模具制造等相关技术紧密结合,才能有效地保障制造出满足结构需求及性能要求的、工艺合理的、低成本的满足质量标准的产品。 同时激光拼焊也存在技术缺陷,例如:气孔、断弧、表面多余颗粒及焊缝不均匀、错边、偏向一侧板料、局部变窄、未焊透、烧穿等,质量缺陷也困扰产品的开发及生产。不过我们可以通过使用高精密检测设备进行监控,避免此类质量缺陷的产生。 为了更好地将激光拼焊工艺在车身制造中推广及应用,某车企提出,对于结构复杂、制件材料利用率低、车身制造困难、不同位置需求强度不同的制件要进行独立分析,有效合并相关联制件,以最大程度减少制件的零件数量、焊接工序、装配工序等。推进汽车轻量化在汽车制造中的应用,降低汽车重量,减少后期排放。 举例分析,图3为某车企通过激光拼焊在某车型天窗安装板上的应用(激光焊缝用红色线框标出)。天窗安装板前期开发是通过落料-冲压成形,现将落料改为激光拼焊,直接创造的经济效益为每单件制造成本节约52元。
激光拼焊的未来发展 激光拼焊较高的经济价值对车企有很大的诱惑,未来激光拼焊工艺将在汽车制造中有很大的发展空间,也会逐步应用在车身焊接上以取代传统的焊接工艺。高自动化、高智能化的生产线正在推动着车企替换原有的传统焊接工艺,同时推动汽车制造步入全自动化的生产制造。激光拼焊不仅仅用于结构件的焊接,还将随着技术水平的提升及高精密检测仪器的使用,逐步应用于覆盖件的制造。减少模具的开发成本及降低车企开发的投资成本,为车企创造更多的经济价值。 结束语 (1)激光拼焊技术在车企零部件制造中属于关键技术,同时激光拼焊板也是非常成熟的产品。 (2)激光拼焊也可以通过钢带的技术形式,以其高焊接速度及高装卸效率带来制造成本的降低,同时也可以为零部件减重。 (3)国外钢铁公司及国内一些钢铁公司已具有丰富的钢材深加工生产经验,可根据不同车企用户的需求生产出满足汽车设计和制造要求的产品。 来源:《锻造与冲压》文/孙春玲·天鹤汽车模具有限公司 |