新能源汽车机罩前端变形改善方案
|
新能源汽车的年销量从2016年的50.7万辆提高到2020年的136.7万辆,年均增长率达到了28%。不论是造车新势力还是传统车企都在加大新能源汽车的投入。从外观设计上看,前些年的燃油车的机罩前部和进气格栅基本没有匹配要求(图1),近些年来的车型上,前格栅上部会保留部分和机罩前端配合。新能源汽车没有了发动机总成,发动机舱前部的进气格栅的功能也就无用武之地,新能源汽车的机罩更多是和一体化的前保匹配(图2),配合面尺寸更长,因此新能源汽车机罩前部的精度要求要比传统燃油车要高很多。
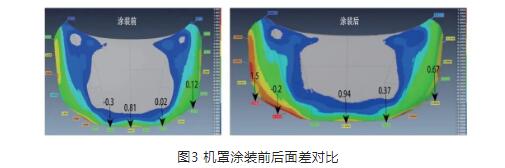
随着这种机罩和一体化前格栅的设计理念的普及,机罩前端的精度控制就得到了越来越多主机厂的关注。机罩内板、外板在经过冲压模具成形后,在焊装进行包边压合,经过涂装的烘烤喷漆,前端包边面边缘的面差会发生较大的变化(图3),如果全工序工艺控制不好的话,从冲压到总装的这种变化可能有1~2mm的量。但是随着机罩和一体化前格栅的匹配,如果机罩前端面差发生较大的变化量,和前格栅的匹配也会超公差,目视起来这种缺陷会更加明显。
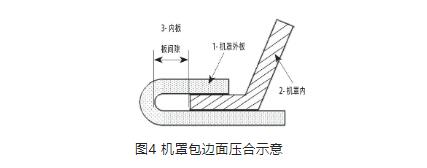
原因分析 理想状态的机罩内板和外板包边时,内板和外板之间留有一定的间隙,机罩外板卷边面和内板贴合紧密(图4)。涂装烤房内温度一般在160~190℃,保温20~40min。机罩的包边部位在这个温度中会发生热变形。根据分析总结多个车型项目的经验,得出机罩烘烤后发生热变形的主要原因如下。
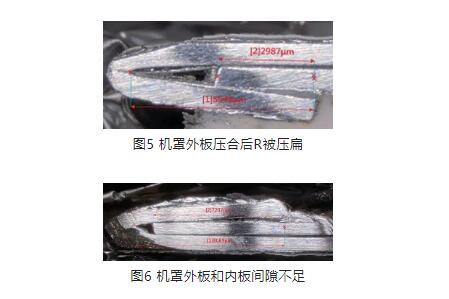
⑴机罩外板和机罩内板包边后,外板卷边面与内板不贴合。烘烤后外板发生变形有张开的趋势,导致机罩总成的面差发生变化。而产生这种不贴合的因素主要是2类:①机罩外板前端形状的R被压扁(图5),这里R的尺寸至少应该是2层外板的料厚和1层内板料厚以上。如果包边后R的形状被压扁,外板的卷边面与内板就不会贴合,烘烤后外板卷边面有张开趋势。②机罩内板和外板在包边时发生窜动,导致局部内板和外板间隙偏小(图6),包边时内板将外板顶开,烘烤后外板的变形趋势在扩大,导致机罩总成面差精度变化。
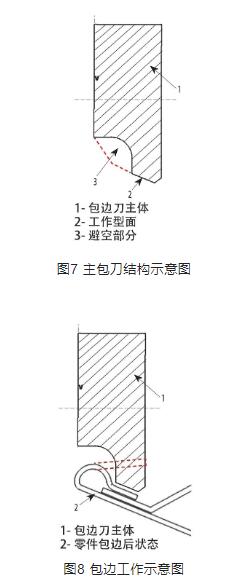
⑵机罩内板模具成形不充分机罩内板拉延模具和整形模具成形不充分,机罩内板材料未得到充分的延展,导致机罩内板前端刚性不足,因此在涂装烘烤时,机罩内板发生热变形回弹,机罩总成前端面差发生较大变化。 另外,机罩总成热变形的原因还包括包边面上的密封胶材质和工艺,涂装时机罩工装治具的支撑点位和支撑方式。福建汽车集团云度新能源汽车公司的刘武生和广汽埃安新能源汽车的孟令辉等人对此有深入研究,笔者就不过多赘述。本文主要介绍在模具方面的研究和对策。 改善对策 ⑴包边模具改善,防止机罩外板R 被压变形。主要对策是在包边模具的主包刀的压合面进行改造,对可能会接触到外板R 角的部分进行机加避空(图7)。于是外板的翻边面在包边过程中会在前端形成一个隆起,形成水滴状,这样就避免了外板R 角被包边刀块压扁(图8)。
(2)机罩内板上设置凸起,防止零件窜动。在机罩内板的包边面区域,均匀的布置多个凸起(图9),机罩外板对应处的材料长度适当增加,便于机罩外板包边时能覆盖住凸起。然后再在包边模具的主包刀对应位置挖孔进行避空(图10),便于机罩外板包边压合时在内板凸起处发生塑性变形(图11),防止机罩内板和外板可能的多个方向的窜动。
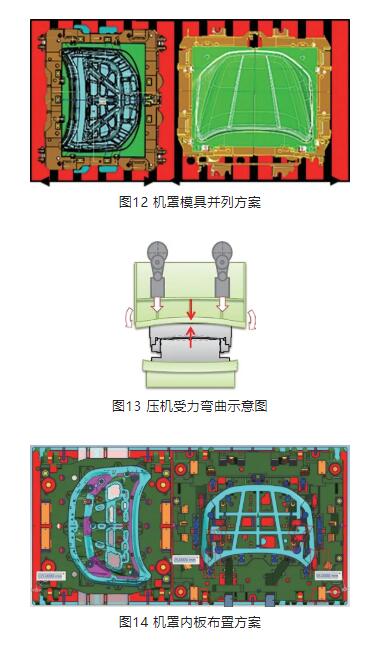
(3)提升机罩内板前端刚性。冲压车间为了提高生产效率,通常会将机罩内板模具和机罩外板模具并列放置在一起进行生产(图12),但是并列模具时由于压机成形压力较大,会使压机的上滑块发生轻微扰度弯曲变形(图13),导致压机中部的模具型面成形不到底。例如我司的某条冲压线机床台面的尺寸为4500mm×2200mm,某机罩外板模具最大尺寸(第3 序模具有翻边内容,模具尺寸最大)2460mm×2190mm,对应的机罩内板最大尺寸为2190mm×1980mm。如果希望机罩内板和外板并列生产,就只能让机罩外板横向布置,机罩内板纵向布置。但是机罩内板前格栅部分放置于压机中部,便会发生机罩前格栅部位成形不充分的情况,导致机罩内板刚性不足。因此在模具结构设计阶段,就需要将机罩内板的前格栅部分布置于压机边缘(图14),调试阶段重点提升机罩内板前格栅部位的模具压合率,拉延序尽量使机罩内板材料拉深率提高,零件只要不发生开裂或者颈缩就可以。这样成形出来的机罩内板的刚性就是在同等材料材质下的最高刚性,后续在涂装烘烤喷漆时发生的热变形就会相应减少。
结束语 在国家新能源政策的引领下,越来越多的车企即将或者已经推出自己的电动车型。电动车型一体化的前格栅设计理念也将逐步普遍化,这样相对于传统燃油车型来说,机罩总成的精度也越来越受到关注。如何消除机罩的热变形也被越来越多的同行研究,这也是一个跨部门跨学科的综合性问题。 本文也只是从模具角度进行了相关的研究及经验总结,归纳了以下三点: ⑴通过对包边模具主包刀的避空打磨,防止外板R 角被压变形; ⑵通过对机罩内板模具包边面设置凸起,包边后防止机罩内板和机罩外板窜动时导致内板将外板顶开的情况; ⑶通过在模具结构设计阶段并列模具的合理布局,使得机罩内板模具的重要前格栅部位位于压机边缘,提升机罩内板零件的成形性,削减涂装的热变形。
|