锻造企业设备管理信息化应用
|
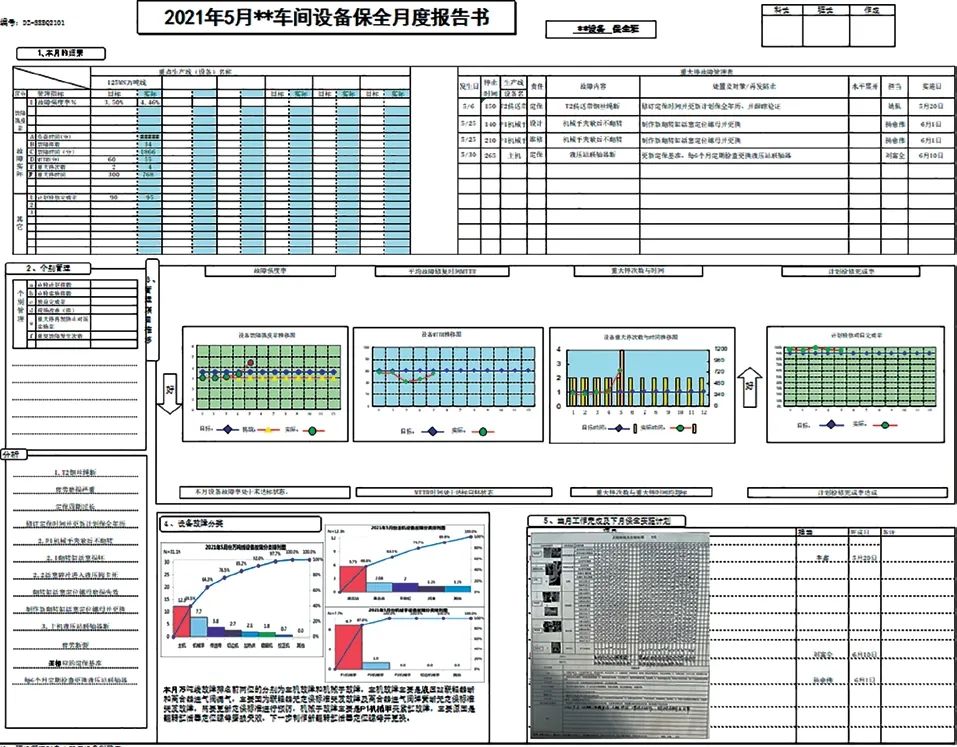
为推进企业实施创新驱动、持续改善的发展战略,加快企业转型,实现智能升级,对企业内各生产线(设备)进行实时数据采集、数据挖掘、数据分析、存储与服务等统一数据源管理,来全面提升数据采集的时效性、准确性、科学性,保障设备管理标准的有效执行。本文立足锻造行业,系统阐述了生产装备运行参数的数据采集策略,介绍了设备数字化、管理智能化、物联网与5G 技术等融合应用技术在锻造企业生产、运营中发挥的作用。 现阶段企业面临芯片短缺、需求减少,随着商用车的市场竞争开启从增量走向存量的模式,国内万吨线的建设不断增加,整个前轴锻造行业都面临着产能过剩、同质化竞争、内卷严重、利润率水平、客户关系等诸多因素困扰,企业面临着保生产、稳经营的危机。 作为一家典型的离散型制造企业,我公司核心流程管理能力落后,尤其在设备管理方面:数字化及信息化技术的应用不足,使得企业工作效率、市场竞争能力和经济效益不断降低。大数据时代下,企业除了拥有先进的生产装备,还需对各生产线(设备)进行数字化建设、运行参数的实时采集,提高装备科学管理及运营效率,让决策者更加详细地了解现场情况,为生产经营决策、设备管理等提供及时、可靠、经济的分析依据。 传统设备管理存在的问题 我公司生产设备以万吨级生产线为主,还有数控CNC 机械加工设备和其他半自动生产的机械制造设备,其中万吨级生产线设备状态及关联附属设备等在高温、高能量、工况复杂的情况下工作。数控CNC机械加工设备主要以单机为主,工况较为良好,但上述所涉及设备的运行参数、设备部件寿命跟踪等均缺乏有效的管理,设备OEE 从2016 年以来长期位于行业中等水平,且设备管理手段长期处于五年前的管理水平,主要表现在:设备运行状态的监测数据虽可以实现采集,但由于管理平台的缺失,导致数据分析时无法实现系统共享以及回归利用,设备的预测性管理开展缺少关键输入,从而使设备的重大停机、突发性停机事件及风险无法得到消除;受制于运行数据分析输入的欠缺,作为DCPW 模式五大支柱中的一环,TPM 活动的效果没有得到最大的发挥,导致了设备维护、检修费用增长比例较快。其主要问题有:①数据采集时效差;②数据质量差;③缺乏统一的数据源;④数据分析、决策难。图1 为某车间设备保全月度报告书。
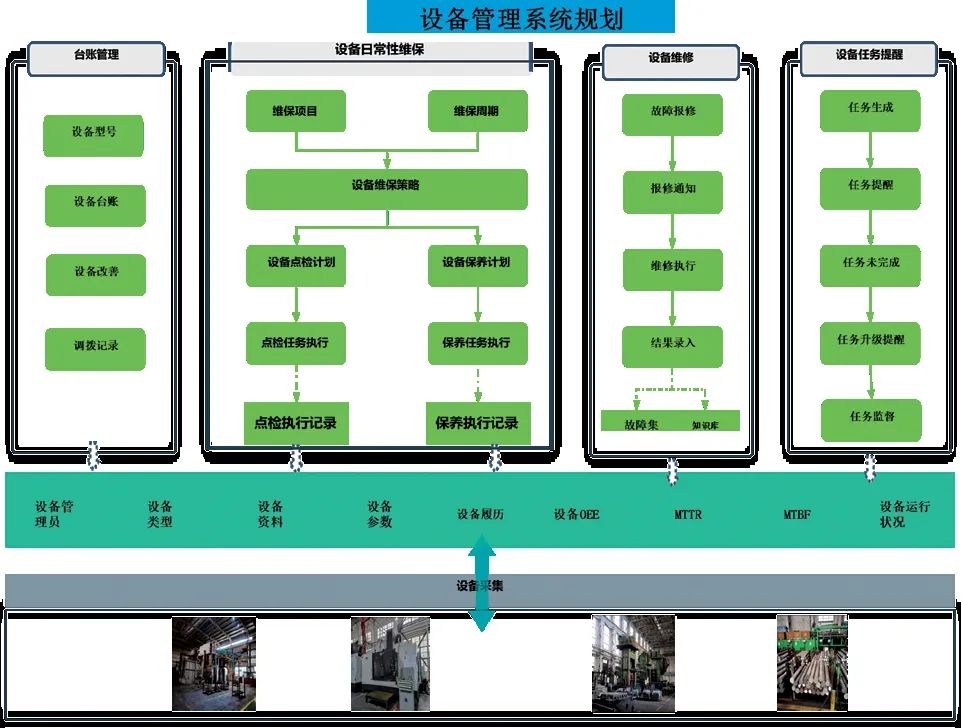
图1 某车间设备保全月度报告书 具体体现在以下几个方面: ①设备点检、巡检数据的手工记录易流于形式; ②关键设备参数、设备性能波动的监测,设备OEE、良品率、生产节拍等不能实时检测,易导致设备性能损失等; ③设备维修数据分析、维修履历、维修知识库、维修申请、故障原因维护等缺乏统一的数据源; ④设备运行、暂停、维修、停机、保养、闲置等设备状态检测管理难度大、管理效率低; ⑤设备备件管理缺少备品备件的生命周期管理,库存管理难、易造成设备停工等; ⑥缺少故障性停机、计划性停机的数据挖掘; ⑦生产效率分析方面缺少量化核心指标分析。 数据采集规划及需求分析 针对公司主要生产线(设备)以及设备数据采集的实现条件进行分析,首先考虑数据采集的便利性,其次是数据采集的经济性、技术性等。根据公司生产线布局、设备类型、设备开发接口协议、PLC 类型、采集数据的种类等,从采集的便利性出发,把通信协议规则一致的设备进行统一规划,一些原始的串口协议则从数据采集的经济性和技术性方面重点规划分析。先对各生产线(设备)进行数字化建模,建立生产单元的数字化工厂,并利用其进行通讯组网底层构建,落实各设备数据采集所需的工业网关设备、网络设备、电源要求、传输距离、服务器等的规划布局。设备管理系统规划布局如图2 所示。
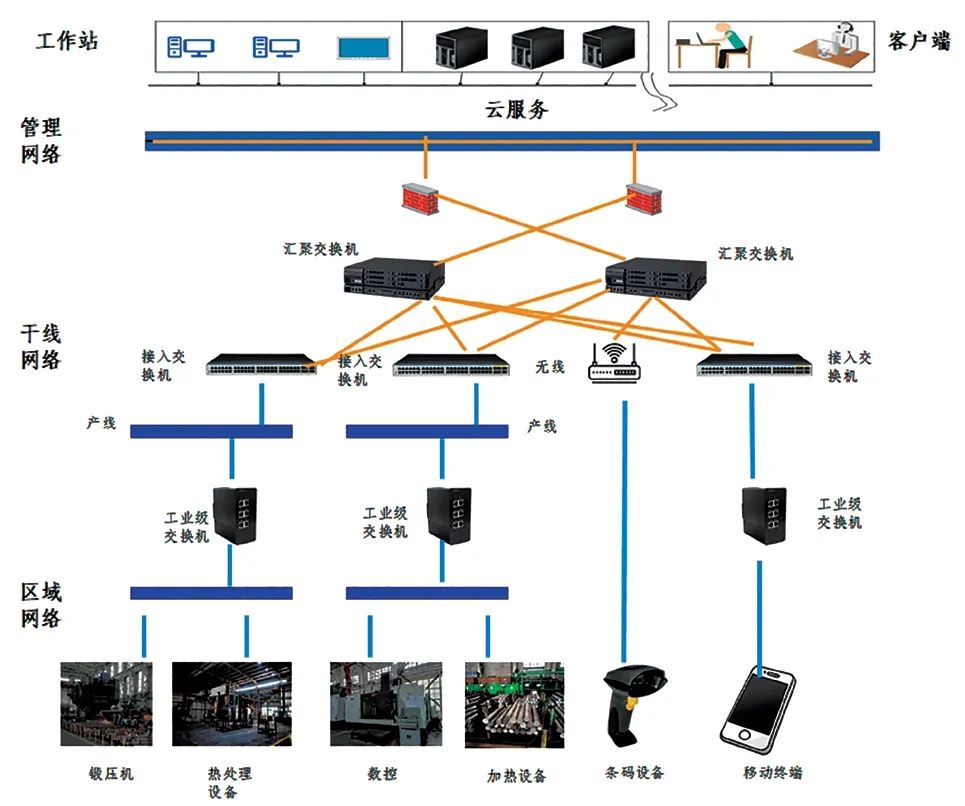
图2 设备管理系统规划布局 完成数据采集的规划布局后,最重要的是数据采集对象的需求分析,通过价值链分析法,找出业务流程中需要采集的关键数据,例如:锻压生产线主要包括能耗、合格数量、时间、压力、润滑、封闭高度、锻压吨位、监测;数控设备主要包括主轴转速、进给量、设备运行时间、停机时长、报警信息等,且对主要关键设备锻压机主机、高精度数控设备进行视频监控,从创造价值的角度做到最大化,成为采集的关注点。 针对上述采集的各参数进行信息系统规划,实现生产线(设备)、运营数据的可视化。不仅在线展示设备运行、分析、异常分析、设备健康等内容,且将多个数据源、形式多样的异构设备的运行数据、制造数据,进行在线联机与分析处理,便于企业管理决策人员掌握生产现场的实时动态,实现企业提质、增效、降本的目的。 数据采集实施 在125MN 锻压生产线中,设备层主要有下料、加热、辊锻、锻造、切边、校正工序及其物料转运的机械手、传动小车等。在下料工序,采用基于PLC的数据采集并传输至边缘代理设备进行接口转换、统一通信接口(TCP/IP 协议)的以太网进行传输。加热、辊锻、锻造、切边、校正等工序方面的设备,采用Profibus 通信协议,通过RS232、RJ45 接口转换实现TCP/IP 协议的以太网进行传输。对于不能通过通信接口直接获取的数据信息,可以采用外加即时视频、传感器的技术方式进行采集;而对于其他因设备因素产生的数据信息,则可以通过信息系统的人机交互界面,由作业人员根据情况并经过图形和语言信息处理,以人工方式进行采集录入。总之,根据经济效益原则,结合设备自身的PLC型号、通信协议等一一部署实施,并最终通过工业网关、核心交换机、主路由器,最后进入服务器实现设备间的联网通信。 数据采集层采用边缘层的硬件数采产品,支持3G/4G/5G/WIFI/Ethernet 数据传输和云平台接入的工业采集网关实现多种设备、传感器以及视频服务接入。利用物联服务、数据管理、传输协议等数据采集平台接收硬件采集网关上传的数据,或者在网络条件优异的前提下,直连设备控制器进行数据采集服务,实现协议解析、远程配置、数据缓存、可视化、数据报表等功能。 其体系架构如图3 所示,设备层包括传感器、工业设备、视频设备,数据采集层利用边缘智能网关,应用中间件技术、协议解析、边缘计算实现多协议(Modbus、S7)、多网络(4G、5G、无线局域网等)的传输。
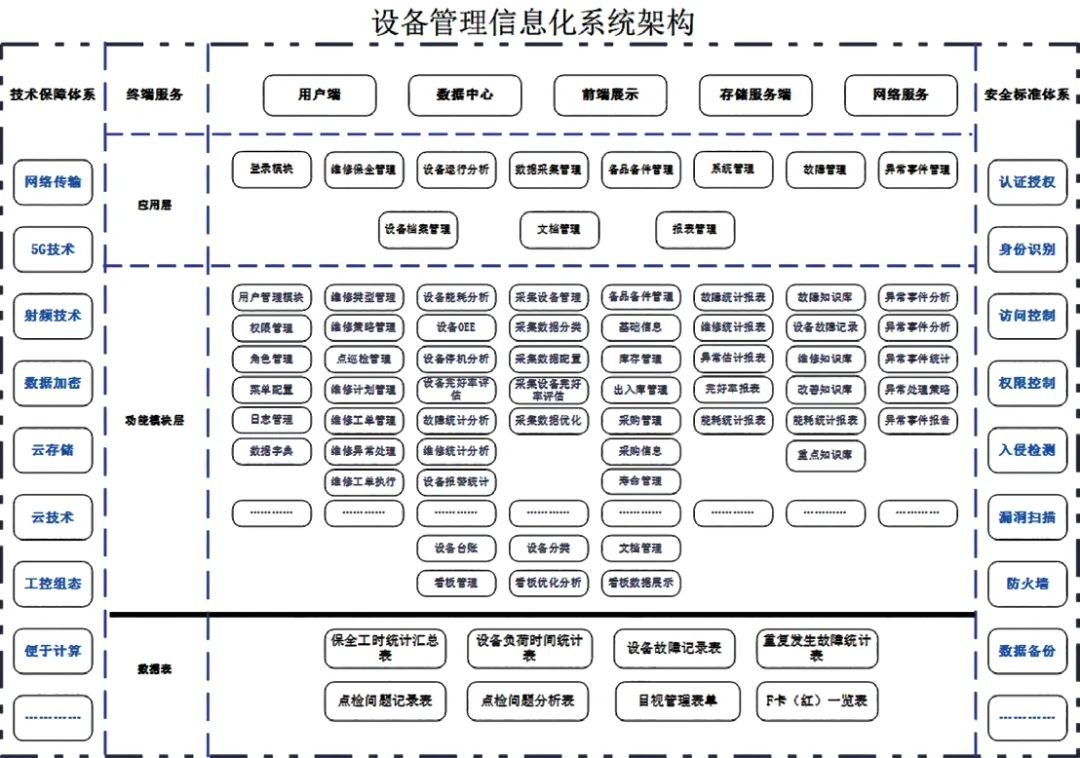
图3 体系架构 应用层根据企业的需求进行设备信息化建设,使用标准的RESTful-API 进行开发。对于实时性要求较高的应用场景的数据回传需求,信息化平台将根据具体情况开发轻量事件处理应用以保证对接程序性能。 采用的核心技术及目标 该设备信息化应用,作为公司数字化、信息化、智能化战略的重要环节,首先基于工业互联网技术、5G 技术、设备数字孪生等方面在设备数字化、信息化在线联机分析、管理。 其次,在大数据技术应用方面,通过采集各设备的运行数据等,实现数据源的统一采集管理,并结合公司在效率、质量、研发、成本等管理绩效指标的数据存储、抽取/清洗、联机分析处理、数据挖掘等能力,最终进行绩效指标的数据呈现。在数据的计算与存储方面,采用云计算和云存储技术,并基于SaaS 服务运行模式实现存储平台、计算平台、应用系统的共享管理,减少运营维护成本(人、物等资源)。 各管理技术的最终呈现,都少不了统一的管理平台来实现运营管理的集成。基于数据驱动的智造协同管理平台系统来赋能一线生产者以及各部门、各层次管理人员,从而达到全员管理,实现数据聚合、分析解读、实时协同、智能决策等;在设备管理方面,提升设备OEE 水平,实现设备备件全生命周期管理,包括电子台账,预防性维护预警、决策,数据分析,以降低生产等待、缩短生产周期减少生产浪费、降低生产成本、降低备品备件费用等。 基于绩效管理目标呈现,通过对设备的数字化、信息化以及管理技术的集成,全面实现业务流程系统化、生产设备可视化、备品备件管理精细化、设备管理标准化、异常管理的制度化、数据分析智能化,提高企业设备整体管理水平和竞争力。 设备管理信息化部署、设施 设备信息化建设(图4)围绕企业整体信息化规划进行,在信息化平台开发、流程管理结合日常设备管理进行系统部署。通过服务器在计算机终端和移动端进行可视化呈现为依据。把日常的设备维护保养、备件及其生命周期管理、保全、点检纳入信息化建设的范畴,并把现场各控制平台的面板显示映射、集成到信息化平台系统,实现线下线上统一数据源。通过信息系统平台再现生产线(设备)的数字化工厂,根据管理流程、管理目的实现各线、设备运行状态预警监测,为设备健康管理提供保证。把设备点检、巡检信息实时进行收录,同时利用工业互联网把各生产线(设备)的运行参数等进行实时统计、分析设备OEE、良品率,为生产节拍统计分析提供条件。为计划性停机、故障性停机进行联机分析处理、数据挖掘来解决设备利用率低的问题提供材料。将制造过程中各种信息通过确实可行的采集规划和信息系统规划建设实现数据准确采集和有效集成,及时准确掌握生产运营过程中的动态数据信息,为提高生产效率和资源利用率提供指导。
图4 设备管理信息化系统架构 结束语 通过对上述企业设备数据采集、信息化建设的详细阐述,重新定义了企业的业务流程、决策分析、设备管理等实现的目标范围。设备运营数据、生产数据、更加透明、决策更加准确;移动端的部署使员工、管理员、管理者异常事件录入、处置、决策上更加便捷;线下数据线上化、无纸化,提高数据收集、分析效率,为公司提供科学有效决策;系统上线,设备管理制度,标准化落地了,效率提升了、资源节约了,工作习惯改变了,最终实现了降本、提质、增效的目的。 |